CONTENIDO
-
La impresión 3D de edificaciones
MG. Pablo Otihuela, Ing. Santiago Pacheco -
Trazabilidad del modelo de calidad 3CV+2 en proyectos de vivienda en Mexico
Dr. Salvador García, Dr. Miguel Davis -
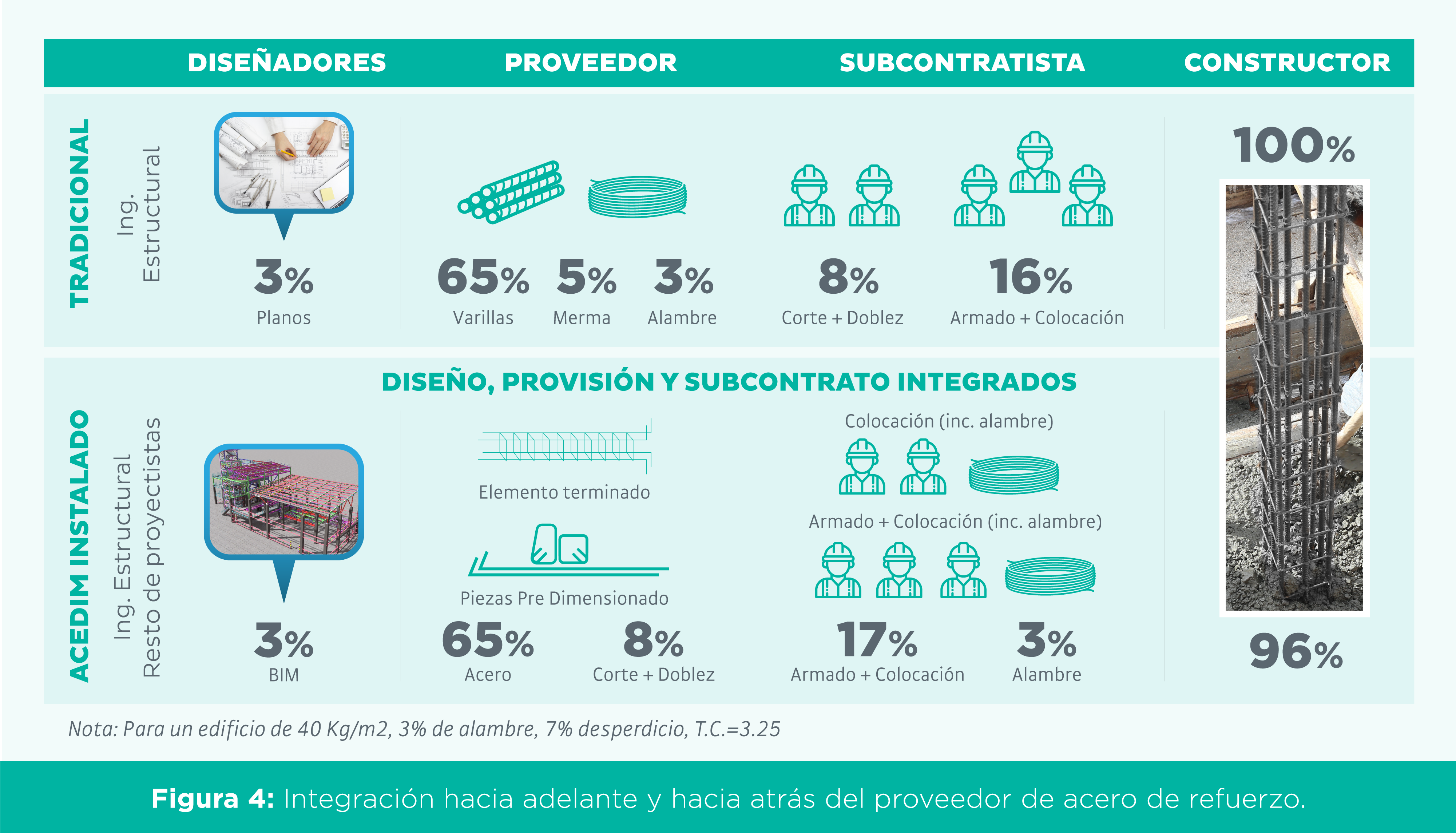
Integración hacia adelante y hacia atrás en la provision del acero en obra
Mg. Pablo Otihuela, Ing. Santiago Pacheco, Ing. Felipe Quiroz
EDITORIAL
Una vez más, Aceros Arequipa ha demostrado mantener un fiel compromiso con el trabajo y planeamiento de todos los especialistas e ingenieros del Perú, entregándoles un material lleno de información valiosa y práctica para todos sus proyectos.
Por ese motivo, en esta edición les brindaremos las últimas novedades en impresión 3D de edificaciones y la trazabilidad del modelo de calidad 3CV+2 en proyectos de vivienda en México. Además de la integración hacia adelante y hacia atrás en la provisión del acero en obra que nos permitirá darle un punto de partida importante a cualquier proyecto de construcción.
¡Porque gracias a ustedes seguiremos creciendo! No se pierdan nuestras últimas novedades que les permitirán seguir fortaleciendo sus conocimientos. Estamos convencidos en el esfuerzo de todos para alcanzar excelentes resultados.
LA IMPRESION 3D DE EDIFICACIONES
INTRODUCCIÓN
Desde los inicios de la Segunda Revolución Industrial en 1950, muchos de los sectores económicos han avanzado de manera significativa y sostenida hacia la industrialización. Así lo muestra el reporte Reinventing Construction del McKinsey Global Institute (2017), que presenta el incremento de la productividad de los distintos sectores económicos medido en valor agregado bruto (VAB) por hora hombre trabajada. Este estudio indica que la productividad en el sector construcción se ha mantenido sin cambios significativos desde 1950. Esto ubica al sector construcción en una mala posición respecto al resto de sectores productivos; sin embargo, también evidencia una gran oportunidad de mejora en el sector, como se grafica en la figura 1.
Existen múltiples razones por las que la construcción permanece en esa situación. Algunas de las mencionadas por McKinsey Global Institue (2017) son las siguientes:
- No hay reemplazo de mano de obra por maquinaria.
- La volatilidad de la demanda frena la inversión.
- Los códigos de construcción difieren entre países y dentro de ellos.
- La naturaleza personalizada de los proyectos de construcción limita la estandarización.
- Los proyectos tienen muchos subcontratistas y cada uno busca maximizar su ganancia.

INDUSTRIALIZACIÓN EN LA CONSTRUCCIÓN
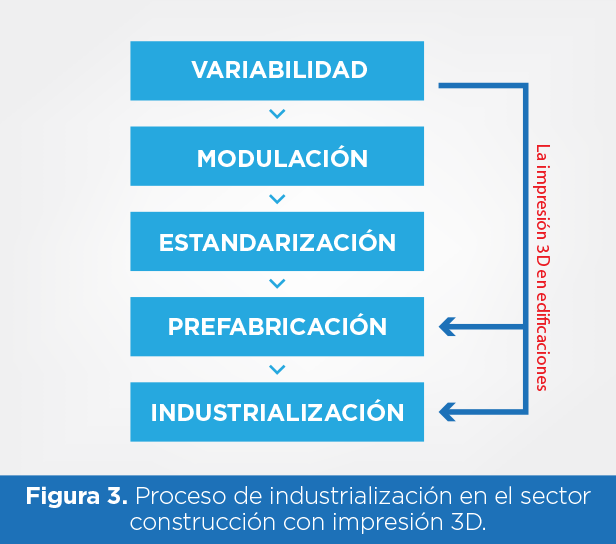
La variabilidad producida por la naturaleza personalizada de los proyectos de construcción hace que, antes de poder industrializar la construcción, esta deba pasar por
un proceso de modulación y estandarización. A través de esos pasos, será posible una prefabricación industrializada que finalmente contribuya a industrializar el sector (Orihuela & Orihuela, 2008).
Estandarización
La estandarización en la construcción consiste en elaborar productos y procesos con características similares para fabricar modelos repetidos que cumplan la misma función, con el fin de simplificar los componentes de construcción y reducir su costo. La fabricación industrial de estos componentes se hace posible si previamente usamos la modulación.
Prefabricación
Es la fabricación del todo o de algunas partes de un objeto en algún lugar diferente al de su posición final. Esta puede darse de forma parcialmente in situ, parcialmente en fábrica, o integral y ampliamente estandarizada.
Industrialización
La industrialización es la utilización de tecnología que sustituye la habilidad del artesano por el uso de una máquina. La esencia y la base de la industrialización es producir un objeto con reducida mano de obra artesanal, con máquinas utilizadas por obreros especializados, o con máquinas automáticas (Ghio, 1998).
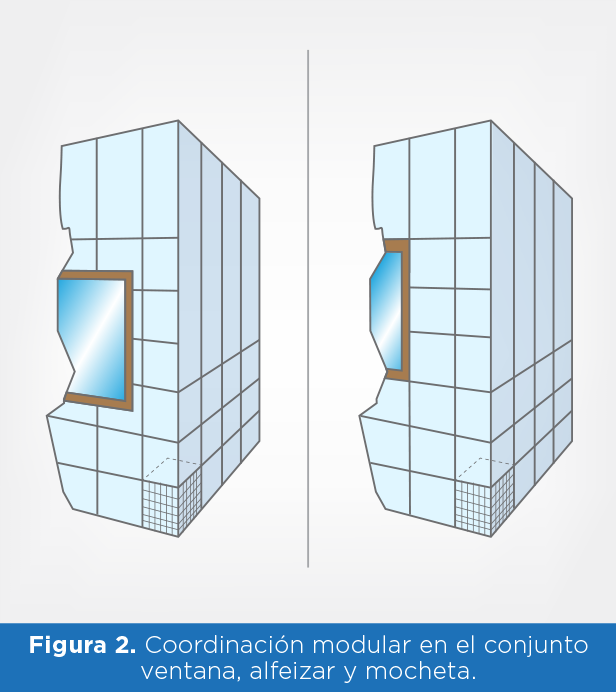
Modulación
La modulación consiste en dimensionar interrelacionando todos los componentes que intervienen en la edificación mediante un reticulado tridimensional modular de referencia (NTP 400.029:1980 Coordinación Modular de la Construcción, 1980). En la figura 2 podemos observar una comparación entre el conjunto de una ventana, un alféizar y una mocheta no coordinados modularmente, y un conjunto de los mismos elementos modularmente coordinados.
LA IMPRESIÓN 3D EN EDIFICACIONES
La fabricación aditiva, ampliamente conocida como impresión 3D, es el método de fabricación en el que se crea un objeto en tres dimensiones a través de la impresión de capas sucesivas de algún material. La impresión 3D tiene aplicaciones novedosas en la medicina, la educación, la fabricación de prototipos para la manufactura, la alimentación, el arte, entre otros. Incluso, es catalogada por diversos autores como la cuarta revolución industrial (Berman, 2012).
Una de las ventajas de la impresión 3D es que no requiere de moldes para fabricar las piezas, y puede realizar una pieza distinta por cada impresión sin que esto represente algún problema. Significa que, como se muestra en la figura 3, permite llegar a la prefabricación o directamente a la industrialización sin necesidad de pasar por la modulación ni la estandarización.
Los tipos de impresora 3D de edificaciones
En cuanto a impresoras 3D, se están desarrollado distintas tecnologías que cumplen con el objetivo de moverse a través del espacio para lograr la impresión requerida. Entre ellas encontramos tres distintos tipos de tecnologías relevantes:
El paso de la tecnología de impresión 3D de pequeña escala para la que fue pensada a la escala necesaria para construir edificios completos, es un proceso que ha sido investigado en las últimas décadas. Para realizar este desarrollo de tecnologías de construcción con impresión 3D, han sido necesarios cambios significativos en la tecnología de la impresora y en la del material utilizado como “tinta” para la impresión (Gardiner, 2011).
- Impresora tipo puente grúa: este tipo de soluciones son el escalado más directo de las impresoras 3D de pequeña escala. Como se puede ver en la figura 4, el cabezal de impresión se desplaza mediante un pórtico en cualquier dirección con tres grados de libertad X, Y, Z (Campillo, 2017). El mayor inconveniente de este sistema son las dimensiones y el peso de la estructura de pórticos, lo que hace que se requiera un gran esfuerzo para su transporte e instalación.

- Impresora 3D tipo brazos robóticos: este tipo de impresión utiliza brazos robóticos con seis grados de libertad, lo que le permite una impresión más versátil, como se ve en la figura 6 .

- Impresora de cables suspendidos: una solución que mejora el transporte del sistema es la “plataforma suspendida por cables”. Esta consiste en un cabezal unido a un marco mediante cables. Este cabezal es controlado por motores que retraen o extienden los cables de forma automatizada, como se puede ver en la figura 5 (Campillo, 2017).

- Impresora tipo brazo rotatorio: esta solución es planteada por Apis Cor, y utiliza un equipo, un silo de mezcla, una bomba y un brazo rotatorio, como se ve en la figura 7.

La mezcla
Los métodos de impresión 3D de edificaciones más desarrollados que usan los distintos tipos de impresoras antes descritas, son los métodos de extrusión. La pasta que se usa como “tinta” está formada por cementos y otros componentes aglutinados que pueden ser naturales o reciclados (Campillo, 2017).
La mezcla de concreto debe ser diseñada para satisfacer ciertos criterios de desempeño que están directamente relacionados con el proceso constructivo de impresión 3D con concreto y la impresora asociada (Malaeb, Hachem, Tourbah, El Zarwi, & Hamzeh, 2015). Estos criterios son:
- Capacidad de ser bombeado: el material debe tener la fluidez necesaria para moverse por el sistema desde el ingreso de la mezcla hasta el cabezal de impresión (Campillo, 2017).
- Capacidad de ser impreso: el material debe tener, al llegar a la boquilla, la fluidez necesaria y el tamaño máximo de partículas indicado para poder ser extruido por la boquilla de impresión (Campillo, 2017).
- Constructibilidad: el material de impresión debe tener la velocidad de fragua adecuada para ser capaz de soportar el peso de la siguiente capa y, a la vez, debe asegurar la adherencia con la misma (Campillo, 2017), (Malaeb, Hachem, Tourbah, El Zarwi, & Hamzeh, 2015).
- Tiempo de trabajo: el material a extrudir debe mantener las propiedades antes descritas por el tiempo necesario para que la máquina termine de extrudirlo (Campillo, 2017), (Malaeb, Hachem, Tourbah, El Zarwi, & Hamzeh, 2015).
- Resistencia a compresión: además de todos los criterios de desempeño mencionados, el material a emplear debe generar la resistencia a la compresión necesaria según el diseño estructural (Malaeb, Hachem, Tourbah, El Zarwi, & Hamzeh, 2015)
Algunas empresas, como Apis Cor, están optando por el desarrollo de nuevos materiales que puedan satisfacer de manera más eficiente los requerimientos antes descritos. Uno de esos materiales es el geocemento, un cemento a base de geopolímeros. Los geopolímeros son polímeros inorgánicos compuestos de monómeros que contienen principalmente silicio, aluminio y oxígeno (Y. Tineo, comunicación personal, 5 de setiembre de 2018).
CASOS DE APLICACIÓN
La colocación tradicional del acero de refuerzo tiene un proceso que va desde el diseño estructural y el abastecimiento, hasta la colocación final (figura 3).
Este proceso será descrito a continuación según la información presente en el ‘Manual Operativo del Fierrero’ (Gallegos Ríos Casabonne Uccelli Icochea Arango Ingenieros Civiles, 1986) y en el ‘Estudio comparativo de costos entre el uso del acero dimensionado y el acero tradicional’ (Motiva S.A., 2004).
Winsun
Es una empresa china que desde el 2008 ha logrado construir casas y edificios con grandes elementos prefabricados con impresión 3D como se ve en la figura 8, incluido el edificio más grande construido con ayuda de la impresión 3D, de 5 pisos.
Para construir estos grandes elementos prefabricados, la empresa cuenta dentro de sus instalaciones con una impresora tipo puente grúa de 32 metros de largo y 6.5 m de alto. En cuanto a la mezcla, Winsun cuenta con patentes de mezclas de cemento y otros materiales compuestos ambos reforzados con fibra de vidrio que usa como mezclas para su sistema.
Apis Cor
Otro caso de estudio es el de Apis Cor, la empresa establecida en Rusia que en el año 2017 construyó, como se ve en la figura 9, la primera casa impresa en 3D en sitio, utilizando 24 horas de impresión.
Para poder realizar construcciones en sitio, Apis Cor ha diseñado un sistema de impresión que es una combinación de los sistemas tipo puente grúa y brazo robótico, que imprime en coordenadas polares. Esta impresora solo pesa 2 toneladas y puede ser fácilmente transportada. Además, se integra con una pequeña planta concretera y una bomba para completar el sistema, como se mostró en la figura 7.
En cuanto a la mezcla, Apis Cor trabaja con un mortero de cemento con aditivos comerciales en una proporción necesaria para que la casa pueda ser construida. Adicionalmente, en alianza con empresas especializadas y universidades, está desarrollando una mezcla de geocemento con mejores propiedades para la impresión 3D.


CONCLUSIONES
La construcción aditiva, debido a las características descritas, es una opción viable para la industrialización de la construcción y el incremento de la productividad en el sector. Esta opción contribuye con remplazar la mano de obra artesanal por el uso de maquinaria, disminuir la cantidad de subcontratistas involucrados y superar el problema de la alta variabilidad inherente al sector.
La impresión 3D de edificaciones es un campo en el que queda mucho por investigar, sin embargo, ya existen soluciones tecnológicas que hacen que, como en los casos presentados, pueda iniciar la aplicación de las impresiones 3D en el sector. En pocos años esta tecnología estará difundida en todo el mundo y revolucionará el sector construcción.
REFERENCIAS
- Berman, B. (2012). 3-D printing: The new industrial revolution. Business Horizons, 55, 155-162.
- Campillo, M. (2017). Prefabricación en la arquitectura: Impresión 3D en hormigón. Madrid: Escuela Técnica Superior de Arquitectura de Madrid, Universidad Politécnica de Madrid.
- Gardiner, J. (2011). Exploring the Emerging Design Territory of Construction 3D Printing – Project Led Architectural Research. Melbourne: RMIT University.
- Ghio, V. (1998). Guía para la innovación tecnológica en la construcción. Santiago de Chile: Universidad Católica de Chile.
- INACAL – Instituto Nacional de Calidad. (1980). NTP 400.029:1980 Coordinación Modular de la Construcción.
- Malaeb, Z., Hachem, H., Tourbah, A., El Zarwi, N., & Hamzeh, F. (2015). 3D Concrete Printing: Machine and Mix Design. International Journal of Civil Engineering and Technology (IJCIET), 6(6), 14-22.
- McKinsey Global Institute. (2017). Reinventing Construction: A route to higher productivity. McKinset&Company.
- Orihuela, P., & Orihuela, J. (2008). Evaluación de la Estandarización en Proyectos de Vivienda. II Encuentro Lationamericano de Gestión y Economía de la Construcción. Santiago de Chile.
TRAZABILIDAD DEL MODELO DE CALIDAD 3CV+2 EN PROYECTOS DE VIVIENDA EN MÉXICO
INTRODUCCIÓN
La trazabilidad es el conjunto de medidas, acciones y procedimientos que permiten registrar e identificar un determinado producto desde su nacimiento hasta su destino final. En este sentido, la posibilidad de utilizar principios de dicho concepto en proyectos de construcción, y en particular en lo que se refiere a la implantación de programas de calidad, son un reto importante para validar el éxito del mismo desde que nace hasta que el cliente o usuario recibe dicho proyecto terminado.
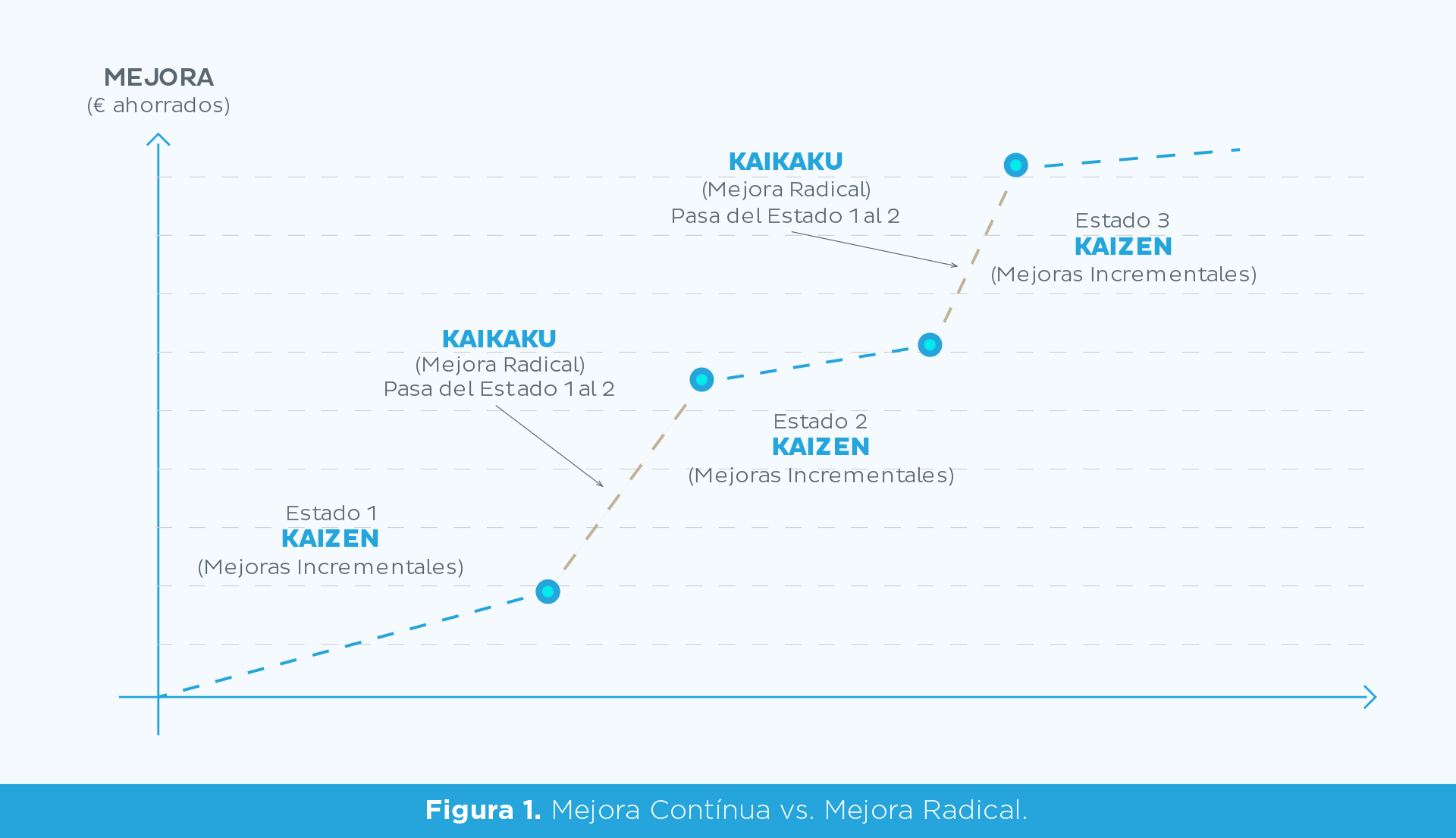
Por otro lado, tal como se observa en la figura 1, la dinámica del proceso de mejora en las industrias se ha dado a través de ciclos alternos entre el Kaizen (Mejora Continua) y Kaikaku (Mejora Radical o Reingeniería de Procesos). En la industria de la construcción, en la fase de Mejora Continua, aún se lucha por la continuidad y la correcta implantación de los protocolos de la calidad.
El aseguramiento y el control de la calidad en el sector construcción, que en principio debería ser un tema resuelto, está en un estado aún por mejorar; aun cuando se ha intentado implantar con resultados muy variopintos modelos como el ISO 9000, Six Sigma, 5S, el área de la calidad sigue siendo un área de oportunidad y aún se considera como un diferenciador entre las empresas constructoras.
El presente artículo comparte una mirada en retrospectiva a 15 años de haber desarrollado e implantado un modelo de aseguramiento y control de calidad denominado 3CV+2® en empresas mexicanas y extranjeras, donde se evidencian sus resultados siguiendo la traza en los procesos sucesores del proceso de construcción mismo.
EL MODELO DE CALIDAD 3CV+2®
El modelo 3CV+2® es un método simplificado de aseguramiento y control de calidad en obra realizado en tres instancias: 1) El control de calidad de los insumos, 2) El aseguramiento de calidad antes y durante el proceso y 3) El control de calidad del producto. Este aseguramiento y control se ejerce mediante dos tipos de auditoría: una interna, realizada por la propia empresa, y otra externa, realizada por una entidad independiente. Además, propone un sistema de calificación basado en tres inspecciones con calificación binaria (sí/no), la que luego es promediada, primero a nivel de proceso y luego a nivel de toda la obra.
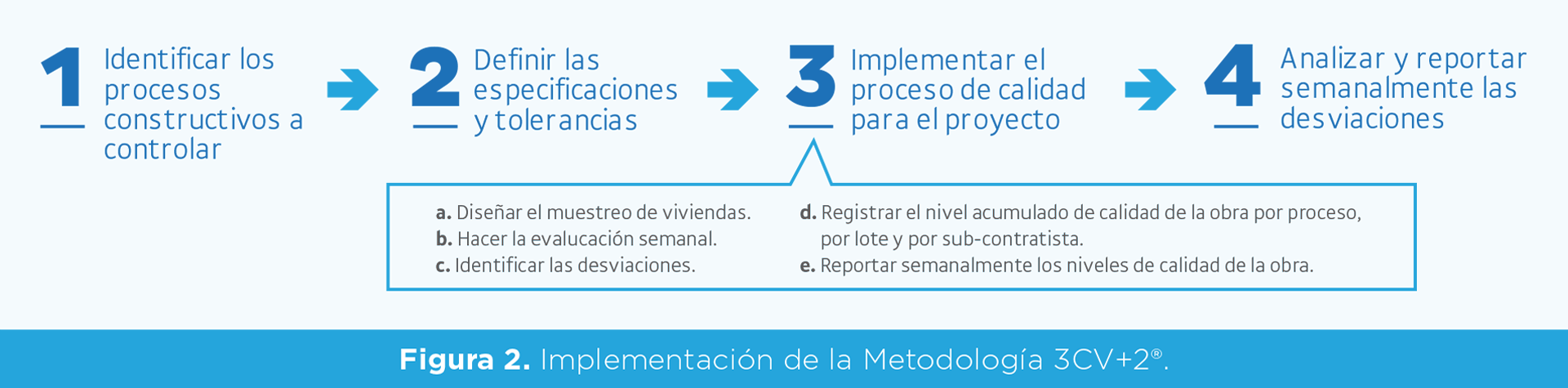
Para aplicar esta metodología se parte del principio donde los procesos de construcción se clasifican en Críticos (estructurales y de instalaciones) y No críticos (estéticos),
donde los primeros deberán ser aceptados cuando alcancen una calificación de 90/100 o mayor, y los No críticos de 80/100 o mayor. La implementación de la metodología 3CV+2® consta de cuatro etapas, ilustradas en la figura 2.
Esta metodología tiene como soporte las fichas técnicas que describen las mejores prácticas de los procesos de construcción a controlar, lo que sería el QUÉ; los procedimientos de verificación, lo que sería el CÓMO; y finalmente las matrices de aseguramiento de calidad, lo que sería la conjunción del QUÉ, el CÓMO y el CUÁNTO (tolerancias). Todo esto en el entendido de que el muestreo debe ser del 30% del universo y representativo de toda la producción. La figura 3 muestra el seguimiento y cálculo del nivel de calidad de un proceso.
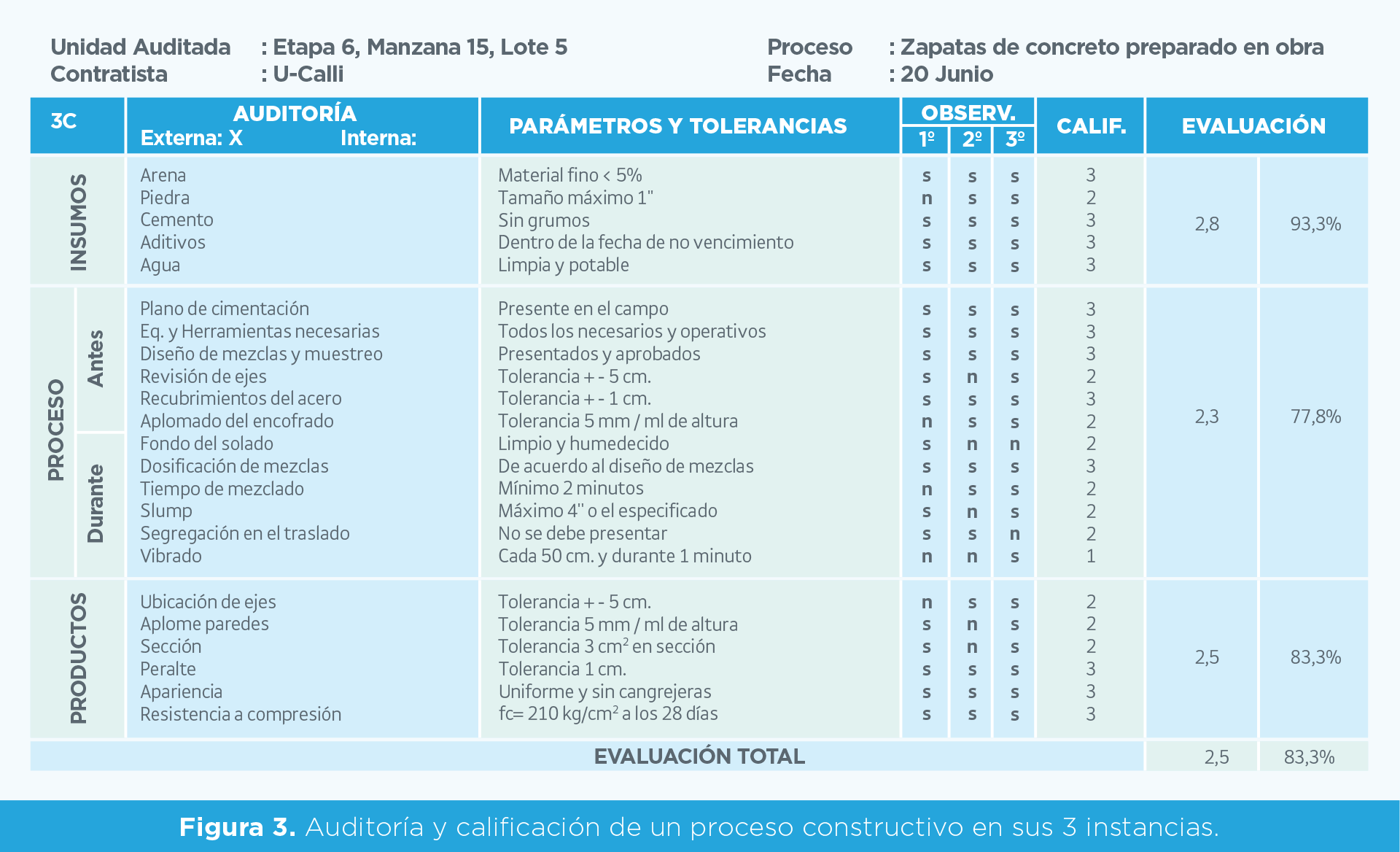
En este caso, la evaluación total da una calificación de 84.8% y como se trata de un proceso crítico que debe tener como mínimo 90% de cumplimiento, este no podrá ser liberado hasta que el problema sea solucionado.
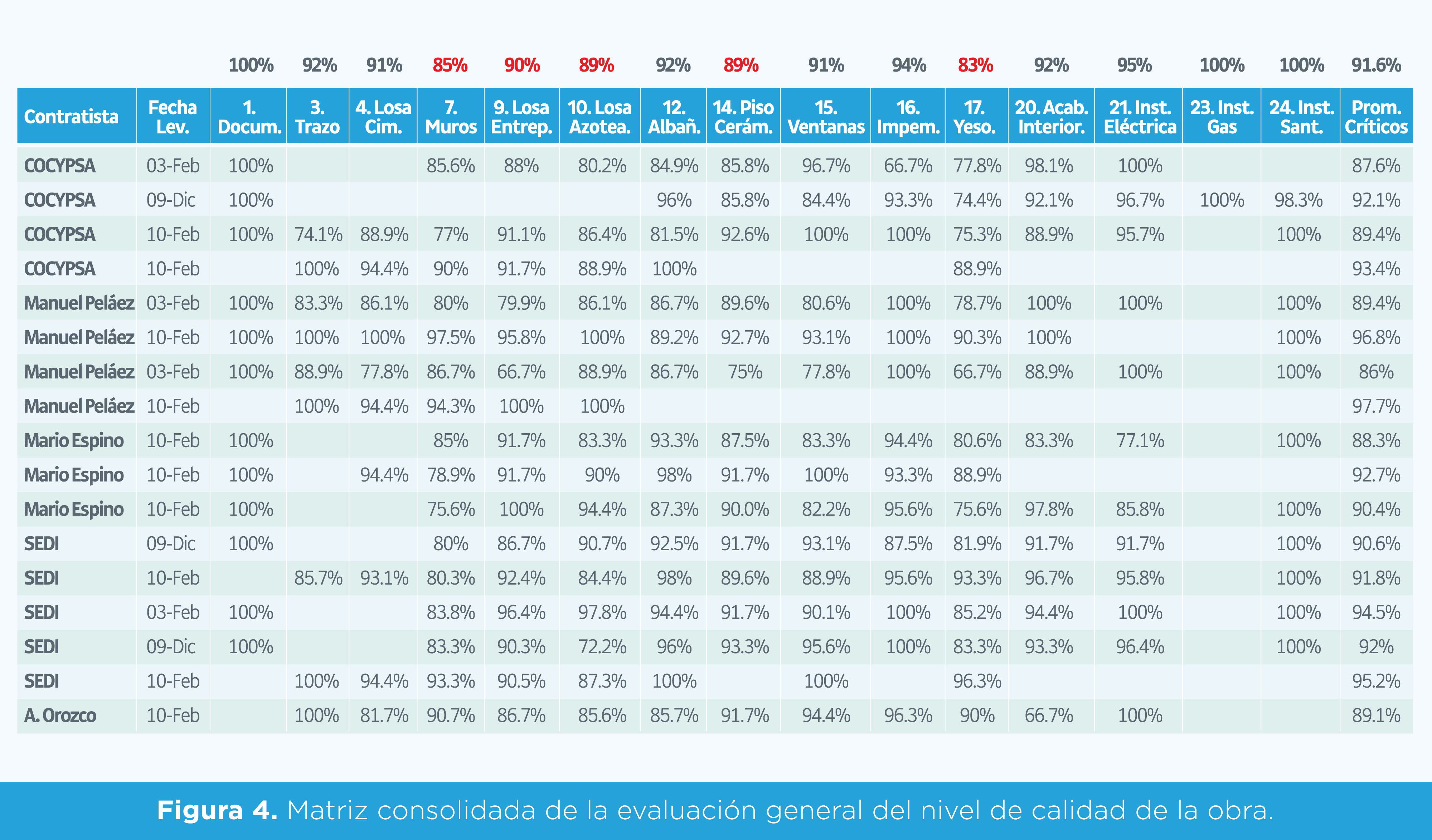
Una vez que cada proceso constructivo ha sido evaluado, se consolida la información en una matriz como la mostrada en la figura 4, donde se obtiene un promedio de cada proceso y luego un promedio de todos los procesos que viene a constituir una evaluación del nivel de calidad de la obra.
LAS PREMISAS DE OPERACIÓN DEL MODELO 3CV+2®
Desde la concepción del modelo y su desarrollo, se han planteado algunas premisas que han hecho viable su aplicación, premisas como que la calidad debe ser parte del ADN de la empresa, lo cual implicará esfuerzo, colaboración y recursos, sobre todo en la fase inicial, ya que es preferible prevenir y en el peor de los casos corregir a corto plazo, en vez de enfrentar el costo de los errores que pueden llegar hasta la fase de posventa.
También se plantea que el modelo de calidad debe ser económico, simple, flexible, exacto, a tiempo y debe permitir tomar decisiones en el momento, con tal de culminar un proyecto con la calidad esperada.
Además, debe permitir asegurar y controlar la calidad del proyecto en construcción en cada una de sus etapas y en cada uno de sus procesos, adaptarse a la tecnología constructiva del medio y cualquier forma de operación de la empresa, y potenciar la eficiencia en la supervisión de la obra, promover la calidad en el gremio de la construcción y el trabajo colaborativo, lo cual es fundamental.
Pero hay otras premisas fundamentales. Una de ellas es que sea capaz de crear valor para los usuarios finales y, por supuesto, para la empresa como un distintivo de la misma. Otra es que defina las “reglas del juego”, es decir, que defina “QUÉ” se evaluará, “CÓMO” se evaluará y “CUÁNTO” es la tolerancia aceptable de ese “QUÉ” y del “CÓMO”. Finalmente, es necesario que los resultados obtenidos sean trazables en los procesos sucesores al de construcción, es decir que la recepción del proyecto, la entrega al cliente final, la habitabilidad, la posventa y la satisfacción del mismo sean consecuentes con los niveles de calidad medidos en el proceso de construcción.
LA TRAZABILIDAD DE LOS EFECTOS DEL MODELO 3CV+2®
A una empresa involucrada con las prácticas de la metología 3CV+2® se le planteó la posibilidad de correlacionar sus niveles de calidad con sus indicadores post construcción. Se trata de ‘Tierra y Armonía’, empresa de creaciones inmobiliarias líder en el occidente de México que se especializa en cuatro áreas de desarrollo inmobiliario: desarrollos de vivienda, terrenos residenciales, residencial turístico y comercial corporativo.
El proceso de implantación del modelo de calidad 3cv+2® se inició en febrero de 2008, comenzando con una evaluación promedio de calidad del 80% y llegando en el 2016 al 97.5%. ‘Tierra y Armonía’ aportó, además, sus otros indicadores durante las fases de entrega y uso de las viviendas. La figura 5 muestra un cuadro resumen luego de ser analizados y sintetizados.
Como se puede observar, se tiene una traza bidimensional. En el sentido horizontal se muestra el tiempo, desde el año 2008 al 2016, y en el sentido vertical se muestran los indicadores tanto de niveles de calidad como de desempeño de los procesos que suceden al proceso de construcción.
En general, se puede evidenciar la congruencia de los resultados y cómo el modelo de calidad 3CV+2® ha logrado no solo elevar el nivel de calidad la vivienda, sino también mejorar el desempeño de los procesos y de los indicadores que están asociados a la misma, y esto se ha sostenido en el tiempo.
LA EVOLUCIÓN DEL MODELO 3CV+2®
A partir del modelo original se han desarrollado variantes del modelo de vivienda, a proyectos de urbanización, a naves industriales y a edificios altos de oficinas, comercio y vivienda.
Las calificaciones baja, media y alta que inicialmente se medían con la escala 1,2,3, se amplificaron a 1,3,5 y posteriormente a 1,3,9, lo cual de manera implícita incrementa el rigor de la evaluación, premiando la buena calidad, y penalizando la mala calidad. También se pasó de utilizar formatos en papel, a registros en programación de Excel y hasta una aplicación pública llamada UBORA, o bien el diseño de una app ad hoc para la empresa, aunado a que las ERP SAP y Enkontrol cuentan con un módulo sobre el modelo de calidad 3CV+2®.
Después de 15 años de implementación, se han involucrado a más de 70 empresas constructoras y desarrolladoras en al menos 4 proyectos en cada una de ellas; 25 de ellas tienen más de un año con el modelo y 15 de ellas tienen más de 5 años de aplicación. A lo largo de estos años hubo experiencias de aplicación en México, Colombia, Ecuador, Costa Rica y Estados Unidos.

CONCLUSIONES
La experiencia acumulada en estos años de implementación del modelo 3CV+2® ha dejado algunas enseñanzas que parecieran obvias en el tema de la calidad pero que vale la pena reflexionar:
- Establecer las reglas del juego: La planeación es condición para el éxito de cualquier proyecto, y en el caso de la calidad no es la excepción, recalcando un elemento fundamental que es establecer reglas del juego para todos los jugadores del proyecto, reglas del juego que indiquen QUÉ, CÓMO y CUÁNTO de calidad se define para un proyecto.
- Prevenir, y en el peor de los casos, corregir en el corto plazo: a calidad en construcción debe ser preventiva, pero cuando esto no ocurra en la cancha, debe ser correctiva en el más corto plazo, para corregir desviaciones y reencausar el proceso adecuadamente.
- Colaborar sistemática, continua e incrementalmente: La medicina para la mala calidad es tener una estrategia de involucramiento organizacional sistemática; debe ser continua es decir, permanecer en el tiempo e incremental, que los logros momentáneos no hagan perder de vista que la mejora continua.
- Tomar decisiones en base a datos: La calidad y su medición nos da la certidumbre de lo logrado, y en el proceso de implementación en cancha nos arroja datos duros que nos permiten tomar decisiones de manera objetiva.
- Disponer de una metodología económica, simple, práctica y útil: La industria de la construcción tiene un rasgo implícito en su naturaleza, es una industria llena de pragmatismo. A la industria le interesa trabajar con calidad, pero dentro de un costo ajustado. No espera que un ejército de verificadores sea la solución, espera que sea un proceso simple y práctico que arroje información real, precisa y ágil de lo que pasa en la cancha, y por tanto le sea útil para tomar decisiones y entregarle a sus mercados y clientes la calidad pactada.
REFERENCIAS
- WANSCOOR E. (2010). “La traçabilité,100 questions pour comprendre et agir”. Editorial AFNOR. ISBN: 978-2-12-465149-8
- GARCIA S., CASTAÑARES E., DAVIS M., SILVA J., LUNA K. (2012) “Emprendimiento en la industria de la construcción”. Editorial ITESM.
- GARCIA S. (2008). “Programa de Certificación de calidad en la construcción de vivienda basado en el modelo de calidad 3cv+2®” Registro Indautor 03-2008-021111363100-01
- GARCIA S., CASTAÑARES E. (2012) “Mejora Continua en la industria de la construcción”. Editorial ITESM.
- GARCIA S., CASTAÑARES E. (2011). “Gestión del Negocio Inmobiliario”. Editorial ITESM.
- GARCIA S., DAVIS M., (2013) “Modelo de calidad 3cu+2® para infraestructura” Registro Indautor en trámite. li
- ZARATE M., GARCIA S., (2011) “Gestión de la Posventa en el sector inmobiliario”. Tesis Maestría en Ingeniería y Administración de la Construcción. ITESM – Campus Monterrey.

INTEGRACIÓN HACIA ADELANTE Y HACIA ATRAS EN LA PROVISIÓN DEL ACERO EN LA OBRA
INTRODUCCIÓN
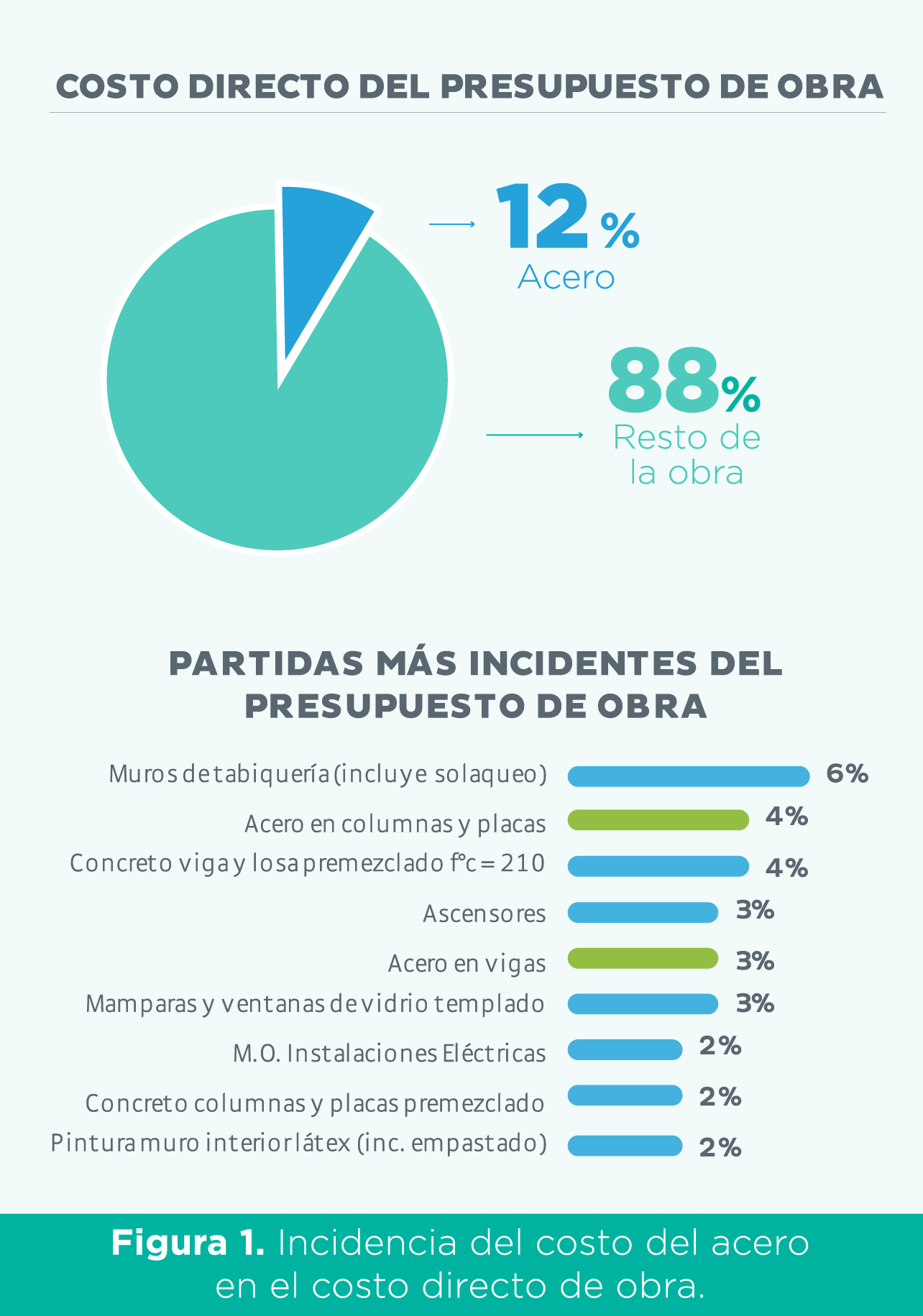
Una de las partidas más importantes en un proyecto de construcción, corresponde al acero de refuerzo. En cuanto al costo, la suma total de partidas de acero de refuerzo puede representar en promedio un 12% del costo directo total de la obra, ocupando frecuentemente los primeros lugares de incidencia económica (figura 1). Respecto al tiempo, la partida de acero es la que inicia el tren de producción, por lo que la velocidad del armado e instalación impactará directamente en el plazo de la obra. Con relación a la calidad, el acero es uno de los dos principales materiales que componen la estructura (concreto y acero) y su correcta colocación es imprescindible para un buen desempeño estructural de la edificación.
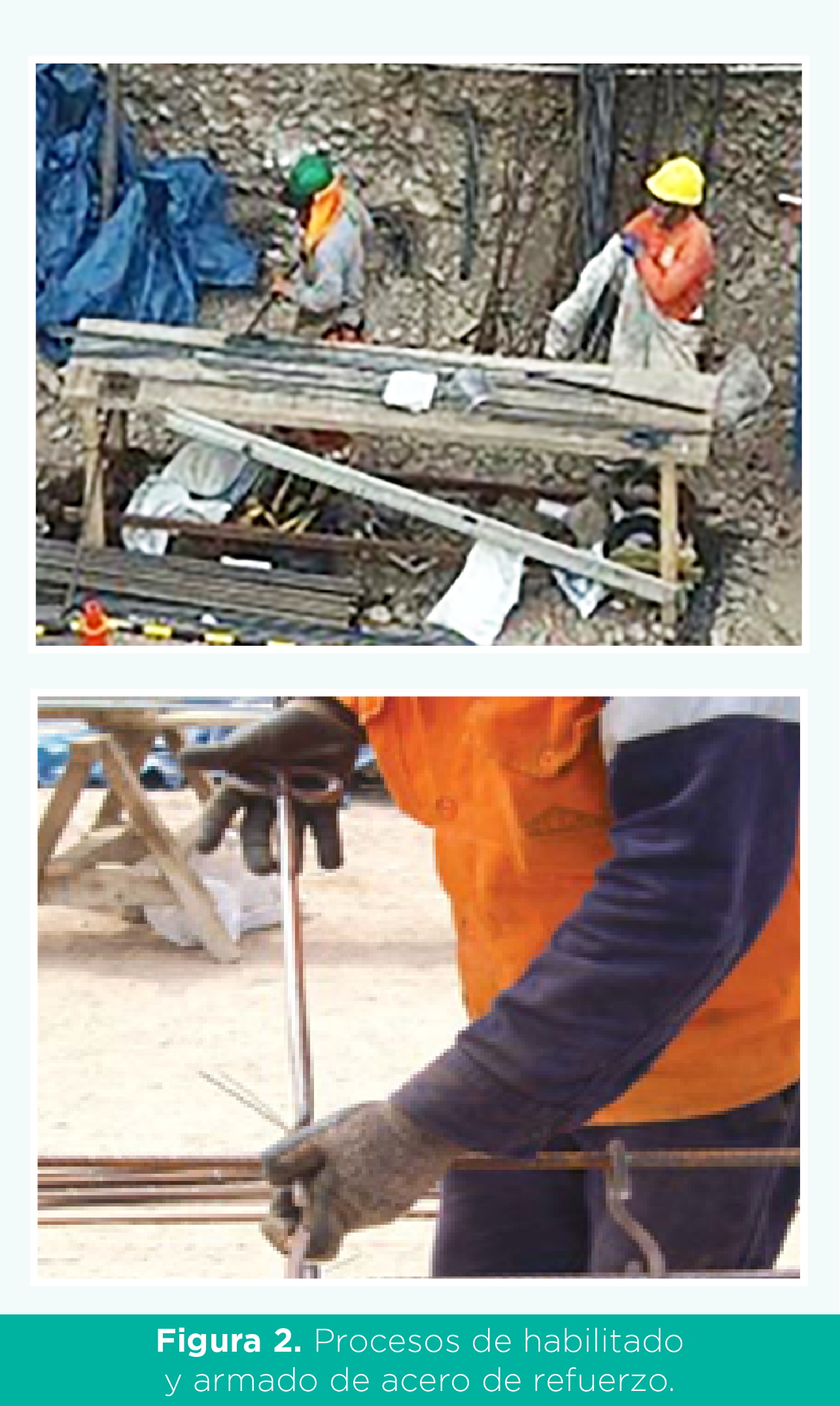
Sin embargo, el proceso constructivo del grupo de partidas de acero, pese a su gran importancia para la construcción, se ha mantenido casi inalterado en las últimas décadas. Salvo el reemplazo del arco de sierra por la cizalla, y luego por la sierra eléctrica; los procesos de habilitación, armado (de ser el caso) y colocación de armaduras siguen utilizando los mismos procedimientos, herramientas y equipos (figura 2).
PROCESOS INVOLUCRADOS EN LA COLOCACION DE ACERO DE REFUERZO
La colocación tradicional del acero de refuerzo tiene un proceso que va desde el diseño estructural y el abastecimiento, hasta la colocación final (figura 3). Este proceso será descrito a continuación según la información presente
en el ‘Manual Operativo del Fierrero’ (Gallegos Ríos Casabonne Uccelli Icochea Arango Ingenieros Civiles, 1986) y en el ‘Estudio comparativo de costos entre el uso del acero dimensionado y el acero tradicional’ (Motiva S.A., 2004).
Metrado
Con estos planos, los ingenieros realizan el metrado de acero. Es importante destacar que el consenso de los ingenieros respecto a los metrados de acero es que se trata de la partida más tediosa e inexacta de cuantificar, tanto en planos como en la obra. La visualización de los cortes, la ubicación de los traslapes, los encuentros por recubrimientos, etc. están muchas veces a cargo del maestro y de los fierreros; esto se debe a que no existen planos formales de despiece, solo se trabaja con los planos típicos de estructuras.
Abastecimiento
En el mejor de los casos, los ingenieros realizan el pedido de materiales al proveedor con la información presente en los planos de estructuras y la planificación de los trabajos a realizarse. En otros casos, los pedidos se realizan directamente por la cantidad solicitada mediante el capataz de fierro. Luego de puesta la orden de compra, el proveedor abastece de varillas de acero y alambre al contratista, materiales con los cuales se realizará la habilitación de las piezas de acero a colocar.
Almacenamiento
Cuando el acero llega a la obra, se procede con la descarga, verificación del pedido y transporte de las varillas hacia su lugar de almacenamiento temporal.
Diseño
En el diseño estructural, el especialista determina el acero de refuerzo que requiere la estructura. A través de los planos y especificaciones técnicas se definen el tipo de acero, diámetro, longitud, forma y posición de cada pieza en la obra. Este diseño es entregado al constructor en planos 2D de estructuras generales y planos de detalle de estructuras.
Habilitado
El proceso de habilitado consiste en cortar y doblar las varillas de acero para transformarlas en las piezas indicadas en el diseño estructural. Este proceso se realiza en un banco de fierro provisional utilizando cizallas y sierras circulares para el corte, además de trampas y grifas para el doblado.
Para proceder al corte de las varillas de acero se requiere que el operario disponga de información sobre las piezas a cortar, esta la recibe generalmente del maestro de obra o el capataz de fierro. Posteriormente, el operario hace una búsqueda del acero necesario, traslada las varillas al banco de corte, consulta los planos, mide, marca las varillas y las corta.
Si la operación de doblado se hace en forma diferida a la de corte u otra cuadrilla, se requiere nuevamente de la información de los dobleces a realizar, la búsqueda de las varillas cortadas, el traslado al banco de doblado, la medición, el marcado, el doblado, la inspección de la forma de la pieza y finalmente el almacenado de las piezas dobladas.


Armado
El armado puede hacerse de dos formas: en el banco, lo cual requiere de una posterior colocación, o en el sitio, lo cual implica un armado y colocación al mismo tiempo.
El armado en banco es mucho más cómodo y productivo, sin embargo, solo puede ser hecho en algunos casos como columnetas, columnas, mallas de refuerzo por anclajes en el caso de muros anclados, entre otros.
En ambos tipos de armado se requiere nuevamente la información de los elementos a armar, de la búsqueda y traslado de las piezas previamente habilitadas, de las mediciones, marcado y armado de los elementos a amarrar con alambre y finalmente almacenado en el caso de que el armado sea en banco.
Colocación
Consiste en colocar y fijar en su posición final los elementos o partes pre-armadas y las piezas habilitadas. Esto se hace atando las uniones y colocando separadores que aseguren que las piezas permanezcan en su posición durante el vaciado de concreto.
En caso de que los elementos se hayan armado en el banco, estos requieren ser trasladados a su ubicación final para colocarlos. Cuando se realiza con elementos verticales, muchas veces se requerirá de la ayuda de templadores o elementos estabilizantes.
LA INTEGRACIÓN DE PROCESOS
La integración hacia adelante
La ‘Integración hacia Adelante’ es una estrategia de negocio en la que las actividades de negocio son expandidas para incluir el control del siguiente proceso en la cadena de producción. Un ejemplo de esta integración es cuando un productor agrícola vende sus productos en una tienda local en vez de vendérselos a un distribuidor que luego se lo venda a los compradores finales (Investopedia, 2018).
La integración hacia atrás
La ‘Integración hacia Atrás’ consiste en fusionarse o asumir parcial o totalmente el rol de una empresa aguas arriba de la cadena de valor. Las empresas generalmente optan por este tipo de integración para hacerse más competitivas, mejorar su rentabilidad y entregar mayor valor al cliente (Investopedia, 2018).
LA INTEGRACIÓN DE PROCESOS EN EL PROVEEDOR DE ACERO DE REFUERZO
Primera integración hacia adelante: el prehabilitado
Tradicionalmente, el proveedor de acero ha tenido el rol de abastecer acero en varillas y alambre a las empresas constructoras, sin embargo, desde hace más de una década, algunos proveedores del mercado realizaron una integración parcial hacia adelante, asumiendo parte del trabajo de los subcontratistas (el corte y doblado) y ofreciendo acero prehabilitado.
El acero prehabilitado trae beneficios como: menor costo del habilitado de acero por ser realizado de manera industrializada, mayor calidad de doblado, menor desperdicio en obra, disminución de traslapes, entre otros. Pese a ello, la aceptación de este producto no ha sido generalizada, entre otras razones, por la resistencia al cambio de los fierreros.
Segunda integración hacia adelante: el prearmado y la instalación
Consiste en llegar hasta la instalación en la obra. Aquí, el proveedor de acero se hará cargo del prearmado de los elementos y la instalación de las piezas prehabilitadas con los elementos prearmados por ellos mismos. Con esta integración el proveedor de acero pasará a ser un subcontratista de la obra y traerá varias ventajas al proyecto, tales como,
superar la resistencia al cambio de los fierreros, mejorar la calidad de la instalación de acero en obra, garantizar el cero desperdicio, reducir los plazos de trabajo con el prearmado y facilitar el abastecimiento del acero de refuerzo por ser ellos mismos quienes proveen de acero al proyecto.
Primera integración hacia atrás: el despiece y la compatibilización en 2D
Una de las barreras para realizar adecuadamente el habilitado, armado y colocación del acero es la correcta compatibilización de las estructuras de concreto armado y el nivel de detalle presente en los planos utilizados como fuente de información para estos procesos. Por ello, una primera integración hacia atrás consiste en que el proveedor de acero se haga cargo del despiece y compatibilizado de la especialidad de estructuras, de esta forma asegura que las piezas vendidas no tengan inconvenientes al momento de ser instaladas.
Segunda integración hacia atrás: el diseño y la compatibilización en BIM
En la primera integración hacia atrás hay un re-trabajo, porque el proveedor recibe los planos tradicionales en 2D y luego genera un segundo grupo de planos de despiece. Según Quiroz (2018), la propuesta de esta segunda integración es que el proveedor de acero se involucre en la fase de Diseño, para que en coordinación con el ingeniero estructural y el arquitecto desarrollen el modelo en 3D (BIM). Esto evita el reproceso en la ejecución de los planos, ya que el despiece sale directamente del modelo, la compatibilización es más efectiva, se acorta el tiempo del diseño y se obtiene el metrado del acero. Además, la calidad de la información para todos los involucrados es superior.
EL CASO ACEDIM INSTALADO DE ACEROS AREQUIPA
La corporación Aceros Arequipa, en alianza estratégica con la empresa IDB, han lanzado al mercado los cuatro niveles de integración. A la fecha, se cuenta con más de 100 obras concluidas o en proceso, donde se vienen obteniendo grandes ventajas en cuanto a plazo, costo y calidad.
La figura 4, esquematiza una comparación económica entre el proceso tradicional y el proceso de ACEDIM INSTALADO, el cual ofrece los 4 tipos de integración. Si analizamos el costo total asociado al proceso de colocación de acero, podemos obtener una reducción del 4%.
CONCLUSIONES
La integración hacia adelante y hacia atrás de algunos proveedores en los proyectos de construcción, puede generar muchas ventajas para los constructores y para el usuario final. Esta propuesta promueve la industrialización y prefabricación en la construcción, al integrar el trabajo del diseñador, proveedor y subcontratista, generando un modelo BIM con información confiable que puede ser usada durante la obra y su posterior modificación por el modelo As Built.
En la fase de acabados, esta integración ya es una práctica generalizada, tal es el caso del amueblamiento de closets y reposteros, de los equipamientos de los sistemas de extracción de monóxido o aire acondicionado, etc. Las mejoras obtenidas en estos casos van desde diseños compatibilizados y detallados, hasta mejoras de costo, plazo y calidad en campo.
REFERENCIAS
- Gallegos Ríos Casabonne Uccelli Icochea Arango Ingenieros Civiles. (1986). Manual Operativo del Fierrero. Lima: SENCICO - Servicio Nacional de Capacitación para la Industria de la Construcción.
- Investopedia. (2018). Investopedia Dictionary. Recuperado el 20 de Setiembre de 2018, de https://www.investopedia.com/terms/b
- Motiva S.A. (2004). Estudio Comparativo de costos entre el uso del acero dimensionado y el acero tradicional. Lima.
- Quiroz, F. (2018). Propuesta para la aceleración e industrialización de la construcción con modelos BIM de producción. Constructivo.